

Новости отрасли


Новости отрасли
Что такое поковки дробилки?
2026-04-30
Поковки дробилки являются высокопрочные, износостойкие металлические компоненты, изготовленные методом ковки специально для использования в дробильном, землеройном и измельчительном оборудовании. в горнодобывающей, карьерной, металлургической и агрегатной промышленности. К ним относятся конструктивные и ударные части щековых дробилок, конусных дробилок, ударных дробилок, молотковых дробилок и циркулярных дробилок — такие компоненты, как эксцентриковые валы, главные валы, коленно-рычажные пластины, шатунные рычаги, щеки дробилки и корпуса подшипников. Поскольку эти детали работают в условиях постоянной сильной ударной нагрузки, экстремальных сжимающих усилий и абразивного износа, процесс ковки, который выравнивает поток зерен с геометрией детали и устраняет внутреннюю пористость отливок, является методом производства, обеспечивающим долговечность и надежность, необходимые для этих применений.
Ключевые компоненты, производимые в виде поковок дробилки
Некоторые важные детали дробильного оборудования обычно изготавливаются в виде поковок для достижения необходимого сочетания прочности, ударной вязкости и износостойкости:
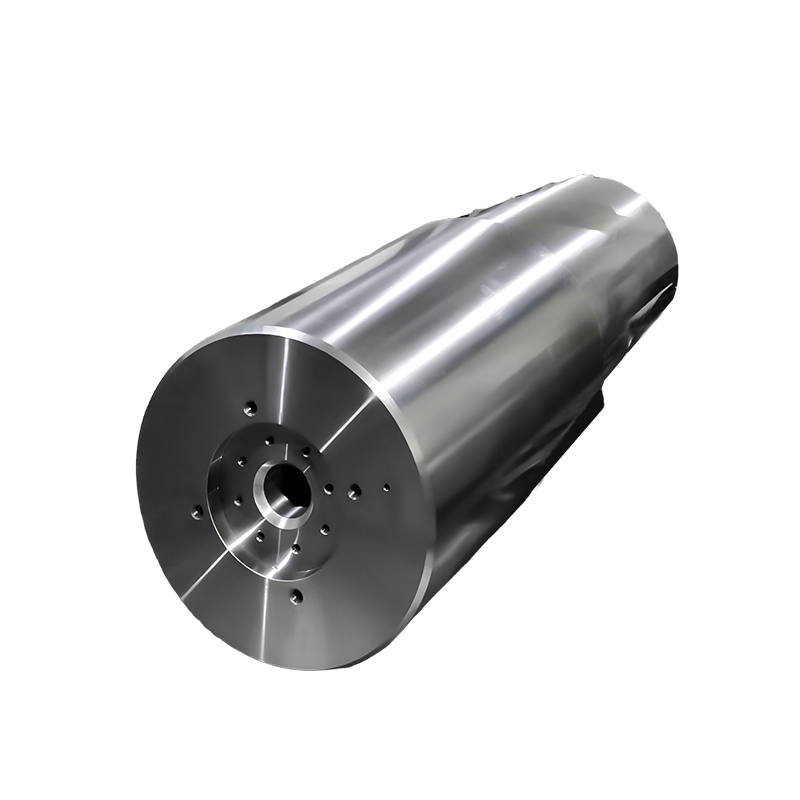
Эксцентриковые валы и главные валы
Эксцентриковый вал является сердцем щековой или конусной дробилки: он преобразует вращательное движение в возвратно-поступательное дробящее действие. Этот компонент испытывает комбинированные изгибающие, скручивающие и ударные нагрузки с каждым циклом дробления, повторяемым миллионы раз в течение срока службы машины. Эксцентриковый вал из кованой легированной стали обеспечивает усталостную прочность и ударную вязкость, которые литой вал не может надежно обеспечить при таких длительных циклических нагрузках. Главные валы конусных дробилок воспринимают всю дробящую силу, передаваемую от кожуха через вал к раме, что требует поковки без внутренних дефектов, которые могли бы вызвать усталостные трещины при изменениях поперечного сечения под высоким напряжением.
Рукоятки и переключатели Pitman
Рычаг шатуна в щековой дробилке передает движение эксцентрикового вала на движущуюся щеку. Это крупная поковка сложной геометрии, которая должна выдерживать динамические нагрузки в несколько сотен тонн в крупных дробилках первичного дробления. Кованые рычаги шатуна значительно прочнее, чем сварные конструкции аналогичного размера, поскольку поковка исключает зоны термического влияния сварного шва и обеспечивает непрерывный поток зерна вокруг точек концентрации напряжений, таких как отверстия подшипников скольжения и переходы секций. Пластины рычага служат жертвенным элементом безопасности, предназначенным для того, чтобы поддаваться раньше рамы, и должны быть выкованы с точными характеристиками механических свойств, чтобы они ломались при правильной нагрузке, а не слишком рано или слишком поздно.
Корпуса подшипников и компоненты рамы
Корпуса подшипников в дробилках первичного дробления поддерживают эксцентриковый вал при постоянной ударной нагрузке. Кованые корпуса обеспечивают превосходную размерную стабильность по сравнению с литыми — они более надежно сохраняют геометрию отверстия при длительной нагрузке, что имеет решающее значение для поддержания правильной посадки подшипника и предотвращения преждевременного выхода подшипника из строя из-за деформации отверстия.
Роторные диски молотковой дробилки и ударные стержни
В молотковых и ударных дробилках диски ротора, на которых закреплены молотковые пальцы, и сами корпуса молотков изготавливаются из поковок, от которых требуется высочайшая ударопрочность. В процессе ковки создается мелкозернистая структура, которая поглощает энергию удара без хрупкого разрушения, что крайне важно в тех случаях, когда отдельные удары молотка могут передавать энергию в несколько тысяч джоулей.
Почему поковки превосходят отливки в дробилках
Выбор между ковкой и литьем компонентов дробилки обусловлен конкретными условиями нагрузки, которые эти детали должны выдерживать. Дробилки устанавливают профили нагрузки, которые обнажают фундаментальные недостатки отливок:
| Недвижимость | Ковка | Кастинг |
|---|---|---|
| Внутренняя структура | Изысканный, выровненный поток зерна | Случайное дендритное затвердевание |
| Пористость | Минимальный (закрывается давлением ковки) | Возможны усадочные пустоты |
| Предел прочности | на 15–30% выше, чем литье | Нижний |
| Ударная вязкость | Улучшенный | Нижний (porosity creates crack initiation sites) |
| Утомительная жизнь | Значительно дольше | Ограничено внутренними дефектами |
| Согласованность размеров | Высокий (контролируемые размеры матрицы) | Переменная (усадка при затвердевании) |
Материалы, используемые в поковках дробилок
Поковки дробилки являются produced from wear-resistant alloy steels specifically selected to provide the correct balance of hardness, toughness, and thermal stability for each application:
- Среднеуглеродистые легированные стали (например, 42CrMo4, 4140): Рабочий материал для валов дробилок, шатунных рычагов и коленно-рычажных плит — после закалки и отпуска, предел прочности 900–1100 МПа с ударной силой по Шарпи более 60 Дж, что обеспечивает сочетание прочности и ударной вязкости, необходимое для динамической нагрузки.
- Высокоуглеродистые хромистые стали: для применений, где твердость поверхности и износостойкость являются основными требованиями, высокоуглеродистые хромистые стали, термообработанные до твердости 55–62 HRC, обеспечивают необходимую стойкость к истиранию на контактных поверхностях шеек подшипников и поверхностях кулачков.
- Стали из сплавов никеля, хрома и молибдена: для самых крупных и наиболее нагруженных компонентов в дробилках первичного дробления — очень больших эксцентриковых валов и главных валов, толщина профиля которых ограничивает глубину проникновения термообработки — марки Ni-Cr-Mo обеспечивают прокаливаемость по толстым сечениям, обеспечивая постоянные механические свойства по всему поперечному сечению поковки
- Износостойкие легированные стали с повышенным содержанием Mn-Si: для корпусов молотков и ударных дробилок, где требуется как начальная твердость, так и способность к наклепу при ударе
Производственный процесс: от заготовки до готовой поковки
Производство поковок дробилок следует контролируемой последовательности, которая оптимизирует внутреннюю структуру зерна и механические свойства:
- Выбор стали и подготовка слитков: марки легированной стали выбираются в соответствии со спецификацией компонента; для критически важных крупных поковок слитки вакуумно-дугового переплава (ВДП) или электрошлакового переплава (ЭШП) сводят к минимуму неметаллические включения и сегрегацию, которые могут инициировать усталостные трещины.
- Нагрев заготовки: стальная заготовка нагревается до диапазона температур ковки (обычно 1100–1250 ° C для легированной стали) в печи с контролируемой атмосферой, чтобы предотвратить чрезмерное образование окалины и обеспечить равномерную пластичность по всему сечению.
- Горячая ковка: заготовка формируется под гидравлическим прессом или молотом с контролируемым обжатием на каждом этапе — каждое обжатие уточняет размер зерна и выравнивает поток зерна с геометрией детали, закрывая любую остаточную пористость исходного слитка
- Контролируемое охлаждение и нормализация: поковка охлаждается в контролируемых условиях для снятия напряжений при штамповке и создания однородной микроструктуры перед окончательной термообработкой.
- Термическая обработка закалки и отпуска: поковка аустенизируется, закаливается (в масле, воде или полимерной закалке в зависимости от размера сечения и сплава), затем отпускается при температуре, необходимой для достижения заданного баланса твердости и ударной вязкости — этот этап имеет решающее значение и выполняется под точным контролем времени и температуры.
- Неразрушающий контроль (NDT): ультразвуковой контроль (УЗК) проверяет отсутствие внутренних дефектов; магнитопорошковый контроль (MPI) подтверждает целостность поверхности и приповерхностных слоев; испытание на твердость в нескольких точках проверяет однородность термообработки
- Черновая и чистовая обработка: Обработка на станке с ЧПУ для получения окончательных допусков на размеры с требуемым качеством поверхности — для шеек подшипников обычно требуется Ra 0,8 мкм или выше.
Преимущества производительности при обслуживании дробилок
Особые преимущества, которые дают поковки дробилок при эксплуатации, напрямую приводят к снижению совокупной стоимости владения для оператора оборудования:
- Увеличенные интервалы обслуживания: Кованые валы и конструктивные элементы дробилок первичного дробления обычно достигают срока службы от 5 до 15 лет до замены — по сравнению с 1–3 годами для эквивалентных литых компонентов в том же приложении.
- Сокращение времени незапланированных простоев: отсутствие внутренних дефектов в качественных поковках означает, что разрушение происходит постепенно и предсказуемо, а не внезапно - в рафинированных микроструктурах распространение трещин происходит медленнее, что дает программам технического обслуживания время для обнаружения развивающейся усталости до катастрофического разрушения.
- Стабильность работы при высоких температурах: поковки сохраняют свои механические свойства при повышенных температурах, возникающих при высокопроизводительном дроблении и металлургической обработке — составы сплавов и параметры термообработки подбираются специально для сохранения твердости и прочности при рабочих температурах, смягчающих низкосортные материалы.
- Постоянная точность размеров: Кованые компоненты сохраняют свою форму при длительной нагрузке более надежно, чем отливки, сохраняя правильные зазоры и соосность подшипников на протяжении всего срока службы, сохраняя общую эффективность машины и снижая износ вторичных компонентов







Новости
Напишите нам прямо сейчас!
-
Мобильный терминал
-
Быстрые ссылки
Продукты О нас Оборудование и мощность Качество Новости Свяжитесь с нами -
Категория продукта
Электроэнергетика Энергетические поковки Поковки для судового и портового оборудования Горнодобывающая и металлургическая промышленность Поковки Поковки для пищевого и кормового оборудования Поковки для нефтехимической промышленности Сварочное производство ИЗГОТОВЛЕННЫЕ ДЕТАЛИ ПО ИНДИВИДУАЛЬНОЙ ОТДЕЛКЕ -
Свяжитесь с нами
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: № 21 Jinfeng Road, Парк экономического развития, район Дафэн, город Яньчэн, Цзянсу, Китай
Авторское право © 2025 Yancheng ACE Machinery Co., Ltd. Все права защищены. Китайский производитель открытых штамповокпоставщик прецизионных поковок на заказ
