

Поковки носителя планеты ветряной турбины 3МВт-10МВт

 Главная / Продукты / Электроэнергетика Энергетические поковки / Поковки коробки передач ветряных турбин
Главная / Продукты / Электроэнергетика Энергетические поковки / Поковки коробки передач ветряных турбин 



Применяется в редукторах ветряных турбин для передачи энергии. Для производства выбрана высококачественная легированная сталь, а характеристики улучшаются за счет процессов ковки и термообработки. Предоставляются услуги по установке и диагностике неисправностей. Их преимущества заключаются в высокой усталостной стойкости, что обеспечивает стабильную работу редукторов и повышает эффективность преобразования энергии ветра.
ACE Group является комплексной корпоративной группой, специализирующейся на тяжелом промышленном производстве, выступая в качестве Китай Поковки коробки передач ветряных турбин Производители и Поковки коробки передач ветряных турбин Завод. Ее деятельность охватывает ковку, термообработку, точную механическую обработку, сварные конструкции и производство окраски тяжелых цепей с приводом и свободным ходом. Эта интегрированная структура охватывает ключевые производственные процессы машиностроительной отрасли, сочетая технологическую мощь с крупномасштабными производственными возможностями.
Подробности о ключевых дочерних предприятиях:
Jiangsu ACE Energy Technology Co., Ltd.: Основная производственная база группы, официально начавшая работу в ноябре 2025 года. Занимает площадь 55 акров с общей площадью застройки более 50 018 квадратных метров. Завод оснащен электрогидравлическими молотами на 3, 5 и 15 тонн; вертикальными кольцепрокатными станами на 1 и 1,5 метра; энергоэффективными газовыми нагревательными печами; печами сопротивления для термообработки; закалочными ваннами; установками индукционной закалки; обрабатывающими центрами и другим производственным оборудованием.
Yancheng ACE Machinery Co., Ltd.: Основан в 2019 году, занимает площадь 20 акров с площадью застройки 13 333 квадратных метра. Обладает интегрированной линией производства сварных-правленных стальных конструкций и цехом точной механической обработки.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Эксплуатирует крупную линию порошкового окрашивания тяжелых цепей с приводом и свободным ходом. Сосредоточившись на профессиональной технологии обработки поверхности, однослойное покрытие достигает толщины 400 мкм, обеспечивая надежную антикоррозионную и атмосферостойкую защиту, а также решения по оптимизации внешнего вида, улучшая полный жизненный цикл продуктовых услуг группы.
ACE Group поддерживается управленческой командой из молодых ключевых сотрудников, имеющих опыт в отраслях материаловедения, термообработки, механической обработки и обработки поверхности. Они хорошо разбираются в международных и отечественных стандартах, являются новаторами и стремятся к инновациям. Дочернее предприятие ACE Machinery прошло сертификацию системы менеджмента качества ISO 9001 от TÜV Rheinland, а также сертификации систем ISO 14001, 45001 и 50001. Признано как Специализированное, Точное, Уникальное и Инновационное Предприятие, Национальное Высокотехнологичное Предприятие и имеет кредитный рейтинг предприятия уровня 3A.
Опираясь на интегрированные системы управления MES и ERP, интеграцию информатизации и индустриализации, облачное хранение данных и стремясь построить современное энергоэффективное предприятие, группа поддерживает комплексную систему контроля. Обладает контрольно-измерительными инструментами, оборудованием для неразрушающего контроля и квалифицированным персоналом, внедряя строгий контроль от внутреннего качества материалов до внешнего вида и размеров. Вся отгружаемая продукция проходит 100% проверку, следуя бизнес-философии стремления к 100% качественной отгрузке и нулевым жалобам клиентов. Будет создана лаборатория стандарта CNAS для предоставления научной испытательной поддержки в контроле качества при производстве и технологических НИОКР, тем самым повышая качество продукции и технологические инновации.
В будущем ACE Group продолжит использовать технические преимущества и промышленные синергии своих дочерних предприятий. Посредством стандартизированного производства, специализированных технологий, интегрированных услуг и строгой системы контроля качества группа стремится предоставлять эффективные и надежные решения в области промышленного производства для глобальных клиентов, уверенно продвигаясь к становлению ведущим комплексным поставщиком производственных услуг в отрасли.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Смотреть большеДля судовых гребных валов, кованые валы являются лучшим выбором практически для любого требовательного применения . Ковка создает непрерывную, выровненную структуру зерен, которая обычно обеспечивает прочность на растяжение. на 20–40 % выше чем эквивалентные литые валы...
Смотреть большеРасчетный срок службы поковки редуктора ветряной турбины есть обычно 20 лет , что соответствует стандартному сроку службы современной ветряной турбины. При оптимальном выборе материала, качестве производства, управлении смазкой и методах технического обслуживания высокопроизводитель...
Смотреть больше









Редукторы ветряных турбин являются одной из самых напряженных сред в секторе возобновляемых источников энергии. Кованые компоненты предпочтительнее литых, поскольку они обладают превосходной усталостной прочностью, ударной вязкостью и однородной зернистой структурой, способной выдерживать экстремальный крутящий момент и циклическую нагрузку, характерную для современных турбин мощностью 1–15 МВт.
Большинство вращающихся деталей и тяжелых силовых элементов в редукторе ветряной турбины кованые:
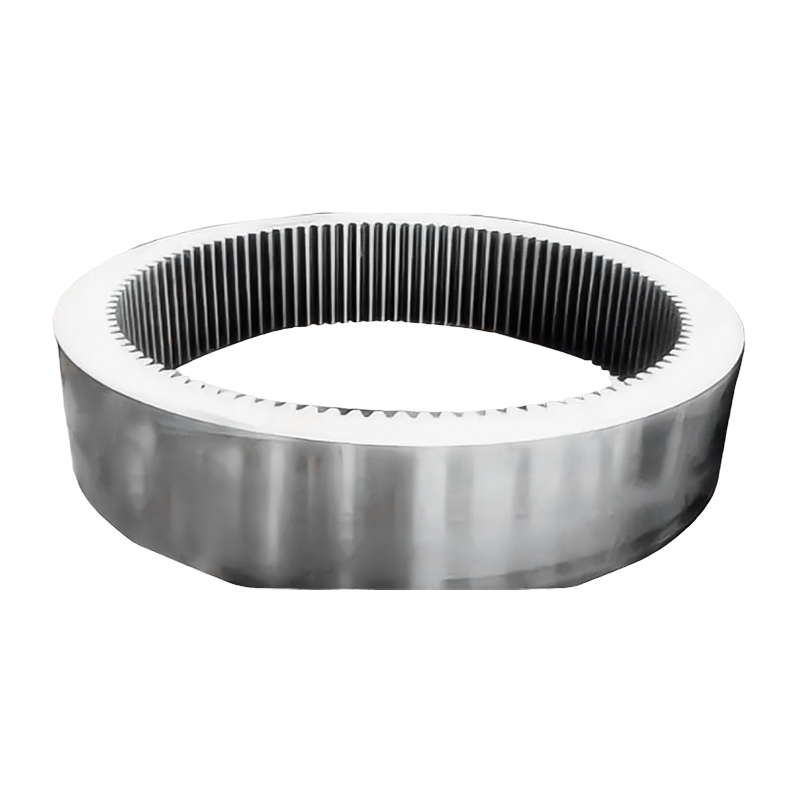
Заготовки для шестерен: большие диски, используемые для планетарных, солнечных и кольцевых шестерен. Они требуют высокой твердости поверхности и прочности сердцевины.
Главные валы и входные/выходные валы: они передают огромный крутящий момент от ротора к высокоскоростным ступеням коробки передач.
Бесшовные катаные кольца: используются для наружных колец шестерен и обойм подшипников.
Соединения и фланцы: прочные соединители, соединяющие компоненты трансмиссии.
Чтобы выдержать 20 лет в морских или отдаленных условиях, материалы должны представлять собой легированные стали высокой чистоты.
| Марка материала | Ключевые свойства | Типичное применение |
| 18CrNiMo7-6 | Высокая прокаливаемость, отличная усталостная прочность. | Высокоскоростные передачи и планетарные передачи. |
| 42CrMo4 / 4140 | Высокая прочность и умеренная износостойкость. | Первичные валы и входные валы коробки передач. |
| 34CrNiMo6 | Исключительная глубина закалки и ударная вязкость. | Валы большого диаметра и прочные кольца. |
| 43Б17 | Высокая прочность сердечника и износостойкость. | Заготовки шестерен и высокомоментные муфты. |
Производство поковки редуктора ветряной турбины осуществляется в строгой последовательности:
Плавка слитков: используется EF (электродуговая печь), LF (рафинирование) VD (вакуумная дегазация) для обеспечения сверхчистой стали с низким содержанием серы и фосфора.
Исполнение ковки:
Ковка в открытых штампах для больших валов.
Ковка в закрытых штампах для высокоточных зубчатых колес и муфт.
Кольцевая прокатка для высокопрочных круглых деталей.
Термическая обработка: важные этапы, такие как нормализация, закалка и отпуск для улучшения зернистой структуры. Зубчатые колеса часто подвергаются цементации (цементации), чтобы получить твердую поверхность, сохраняя при этом пластичный сердечник.
Прецизионная обработка: черновая токарная обработка на станке с ЧПУ и чистовое шлифование для обеспечения допусков до $\pm 0,001$ дюйма.
Ветровые редукторы известны как «слабое место» срока службы турбины, поэтому испытания проводятся строго:
Ультразвуковой контроль (УЗК): Обязателен для обнаружения внутренних пустот или неметаллических включений в центре толстых поковок.
Магнитопорошковый контроль (MT): используется после механической обработки для обнаружения микротрещин на поверхности.
Проверка потока зерна: обеспечение соответствия «линий потока» металла геометрии детали для максимизации прочности.
Соответствие: Должен соответствовать таким стандартам, как ISO 61400-4 (Требования к проектированию редукторов ветряных турбин) и AGMA 6006.
Вопрос: Почему бы не использовать литье для этих шестерен?
Ответ: Отливка часто содержит крошечные поры или дефекты «усадки». В ветряной турбине один-единственный дефект может действовать как источник напряжения, приводящий к отлому зуба шестерни при сильных порывах ветра. Поковки по существу «не содержат пустот».
Вопрос: Какова наибольшая угроза для этих кованых деталей?
A: Микропиттинг и белые трещины травления (WEC). Это проблемы усталости на уровне поверхности, вызванные сочетанием переменных нагрузок и химического взаимодействия со смазочными материалами.
Вопрос: Сколько времени занимает изготовление индивидуального вала коробки передач?
О: Из-за требований к чистоте материала и циклам термообработки время выполнения заказа традиционно составляет от 20 до 52 недель, хотя специализированные производители «ускоренной обработки» могут сократить его примерно до 10 недель.
